

امروزه اکثر محصولات پلاستیکی به شیوۀ قالب گیری تزریقی تولید می شوند. اکنون، با استفاده از پرینترهای سه بعدی رومیزی و دستگاه های قالب گیری تزریقیِ اقتصادی، امکان ساخت قالبهای خانگی برای تولید قطعات کوچک و کاربردی پلاستیکی فراهم شده است.
استفاده از قالب های چاپ سه بعدی برای تولید محدود قطعات (تقریباً 10 تا 100 قطعه)، باعث صرفه جویی در وقت و هزینه می شود. همچنین، فرایند تولید را سریع تر می کند و به مهندسین و طراحان اجازه می دهد که قالب ها را به راحتی اصلاح کنند و با هزینه و زمان کمی طرحها را بازتولید کنند.
پرینتر سه بعدی Form 3 SLA قطعاتی محکم و صیقلی تولید می کند که می توانند دما و فشار قالب گیری تزریقی را تحمل کنند. پیوند شیمیایی این قطعات چنان قدرتمند است که گویی کاملاً متراکم و همسانگرد (ایزوتروپیک) هستند و کیفیت این قالب های کاربردی با قطعات FDM قابل مقایسه نیست.
شرکت Formlabs با همکاری Galomb، تولید کنندۀ دستگاه های قالب گیری تزریقی ارزان قیمت، آزمایشاتی انجام داده تا دوام و پایداری قالب های تزریقی چاپ سه بعدی را نشان دهد.
نحوه قالبگیری با پرینتر سه بعدی رزینی:
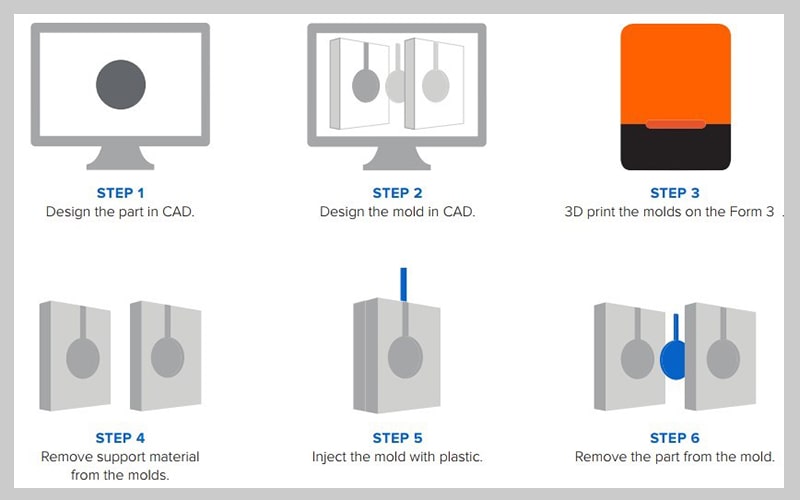
در زمان طراحی قالب برای چاپ با پرینترهای سه بعدی SLA، به نکات زیر توجه کنید تا قطعه مقاومت و دقت قابل قبول برای قالبگیری را داشته باشد:
- افزودن یک تا سه درجه زاویۀ خروج (Draft) بر روی سطح، عمود بر جهت کشش، باعث می شود که قطعه راحت تر برداشته شود و تخریب قالب به حداقل برسد. برای کاهش احتمال تاب برداشتن ناشی از فشار داخلی پلاستیک و کمک به جداسازی قطعه، باید لبه های داخلی را گرد (Fillet) کرد. جزئیات برجسته و حکاکی شده باید حداقل 1 میلیمتر از سطح فاصله داشته باشند.
- سطوح تقسیم شده را می توان با استفاده از سمبادۀ ریز پولیش کرد تا احتمال پلیسه شدن کاهش یابد.
- اگر به منظور استفاده از قاب آلومینیومی طراحی می کنید، 125 میلیمتر ضخامت به پشت صفحات قالب اضافه کنید تا نیروهای فشاری در طراحی حساب شده باشند و از مهر و موم کامل اطمینان حاصل شود.
- حواستان باشد که در نرم افزار اسلایسر مثلا پیش فرض در این مقاله PreForm ؛ جهت دهی را طوری انجام دهید که حفره ها رو به بالا قرار بگیرند. با این کار ساپورتها دیگر در داخل ردی به جا نمی گذارند و پرداخت نهایی آسان تر می شود.
از رزین شفاف و رزین دمای بالا می توان برای چاپ قالب های کوچک کاربردی استفاده کرد؛ رزین دمای بالا با دامنه وسیع تری از دمای ذوب ترموپلاستیک سازگاری دارد. رزین شفاف به دلیل استحکام، نمایش دقیق جزئیات و سطح نهایی صاف و صیقلی انتخاب شده است. همچنین رزین شفاف این امکان را به شما می دهد که بفهمید چه زمانی قالب پر شده است، ولی رزین های استاندارد دیگر (سفید، سیاه و خاکستری) نیز قابل استفاده هستند زیرا همان خواص مکانیکی را دارند. قالبهای این مقاله با ارتفاع لایه گذاری 100 میکرون چاپ شده اند و پرینت هر قالب کمتر از 2 ساعت زمان برده است. بسته به هندسه، می توان چندین قالب را به طور همزمان روی یک بستر چاپ کرد تا بازده کار افزایش یابد.
در این مقاله دو طرح قالب با رزین شفاف چاپ شده اند. قطعات و قالب ها متناسب با ابعاد گیرۀ نگهدارندۀ دستگاه Galomb، ظرفیت تزریق 1 اینچ مکعب (تقریباً 16 سانتیمتر مکعب)، و حجم ساخت پرینتر Form 3 طراحی شده اند. پس از اتمام چاپ، قطعات به مدت 20 دقیقه در الکل ایزوپروپیل شستشو داده شده، ساپورت ها حذف شده و رد به جا مانده از ساپورت ها سمبادهکاری شده است.
سپس قطعات به منظور دستیابی به مقاومت مکانیکی و استحکام بالا در دستگاه Form Cure پرداخت نهایی شده اند.
قالب اول لوگوی بزرگ پروانه Formlabs و قالب دوم چهار لوگوی پروانۀ کوچک بود. هر دو قالب دارای حفره، یک دروازۀ باریک و یک راهگاه به نقطۀ تزریق بودند و طراحی آنها با نرم افزار Solidworks انجام شده بود. قالبها، برای ایجاد مقاومت در برابر فشار رو به پایین و گرمای نازل تزریقی، درون قاب آلومینیومی قرار گرفتند. این قابهای آلومینیومی همچنین از تاب برداشتن احتمالی قالب پس از استفاده مکرر جلوگیری می کنند. قاب هایی که در شکل 2 و 4 دیده می شوند، توسط شرکت Whittaker Engineering در اسکاتلند ساخته شده اند، اما قابهای آلومینیومی استاندارد توسط شرکتهای قالب گیری تزریقی تولید می شوند.

نتایج رزین شفاف
پس از بیست و پنج بار تزریق LDPE، هیچ گونه خرابی قابل توجهی (تراشه، ترک یا خراش) در سطح قالب مشاهده نشد. پلی اتیلن LDPE به قالب های رزینی نمی چسبد اما برای جداسازی سایر پلاستیکها احتمالاً باید از عامل رهاسازی قالب استفاده کرد. چسبیدن قطعه به قالب میتواند باعث خراب شدن قالب هنگام جداسازی شود. رهاکنندۀ قالب به طور گسترده در دسترس است و رهاکنندۀ سیلیکونی با رزین های شفاف و دما بالای Formlabs سازگار است.
زمان چرخه برای هر تزریق تقریباً سه دقیقه بود. این فرایند با استفاده از هوای فشرده برای خنک سازیِ قالب تسریع شد. تزریق متناوب در قالبهای چاپی باعث گرم شدن قالب می شود. برای خنثی کردن این اثر، باید زمان خنک سازی بین چرخه ها را، در حالتی که قالب باز است، افزایش داد. اگر گرمای باقی مانده بیش از حد باشد و قالب زود باز شود، شاید قالب تغییر شکل ندهد، اما موفقیت قالب گیری کاهش می یابد. شرکت Galomb با کندن منافذ هوای سطحی با عمق 0.05 میلیمتر (که در تصویر مشخص نیست)، که از لبۀ حکاکی داخلی به لبۀ قالب منتهی می شوند، درجۀ موفقیت قالب گیری را افزایش داد تا در طول تزریق، هوا در داخل حکاکی داخلی گیر نکند.
آزمایش با رزین دمای بالا
قالب های رزین شفاف با استفاده از پلی اتیلن چگالی پایین (LDPE)، که دمای ذوب نسبتاً پایینی دارند، با موفقیت مورد آزمایش قرار گرفتند. پلاستیک هایی که دمای ذوب بالاتری دارند می توانند باعث ایجاد شوک حرارتی در قالب های رزین شفاف بشوند که به صورت شکستگی در ظاهر قالب بروز می کند.
شرکت Formlabs قالب یک محفظۀ دستگاه USB را با استفاده از رزین دمای بالا چاپ کرد تا قالب گیری تزریقی را با طیف گسترده تری از پلاستیک ها امتحان کند.
سختی نسبتاً زیاد رزین دمای بالا به این معنی است که قالب در هنگام برداشتن قطعه تغییر شکل نمی دهد. البته این امر باعث می شود که استفاده از رهاکنندۀ قالب برای جداسازی قطعات سخت پلاستیکی مانند پلی استایرن اهمیت بیشتری پیدا کند.
جمع بندی
بحث پیرامون چاپ سه بعدی و قالب گیری تزریقی اغلب رقابتی است، اما این مسئله همیشگی نیست. با چاپ سه بعدی قطعات یا استفاده از قالب های چاپ سه بعدی برای قالب گیری تزریقی در تولیدات محدود، می توانید از مزایای هر دو فناوری بهره ببرید. این امر باعث می شود که فرایند تولید شما از نظر زمانی و اقتصادی به صرفه تر باشد و همچنین به شما امکان می دهد که محصولات را سریع تر به بازار عرضه کنید.
بلاگ چاپگرهای سه بعدی 3DPE